PET
Polüetüleentereftalaat (mõnikord kirjutatud polü (etüleentereftalaat)), tavaliselt lühendatud PET, PETE, või vananenud PETP või PET-P, on kõige tavalisem termoplastiline polümeer vaik polüester perekonnas ja seda kasutatakse riietes olevates kiududes, konteinerid vedelike ja toitude jaoks, termoformeerimine tootmiseks ja koos klaaskiuga tehisvaikude jaoks.
Sellele võib viidata ka kaubamärgi all Dacron; Suurbritannias, Terüleen; või Venemaal ja endises Nõukogude Liidus Lavsan.
Suurem osa maailma PET-toodangust on sünteetilistele kiududele (üle 60%), kusjuures pudelitoodang moodustab umbes 30% ülemaailmsest nõudlusest. Tekstiilirakenduste kontekstis nimetatakse PET-i selle üldnimetusega, polüester, samas kui lühendit PET kasutatakse üldiselt seoses pakendamisega. Polüester moodustab umbes 18% kogu maailmas toodetavast polümeerist ja on toodetud neljandaks polümeer; polüetüleen(PE), polüpropüleen (PP) ja polüvinüülkloriid (PVC) on vastavalt esimene, teine ja kolmas.
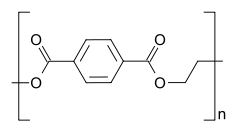
PET koosneb polümeriseeritud monomeeri etüleentereftalaadi ühikud korduvate (C10H8O4) ühikut. PET on tavaliselt ringlussevõetud ja sellel on see number 1 ringlussevõtu sümbolina.
Sõltuvalt töötlemisest ja termilisest ajaloost võib polüetüleentereftalaat esineda nii amorfse (läbipaistvana) kui ka poolkristalne polümeer. Poolkristalliline materjal võib tunduda läbipaistev (osakeste suurus <500 nm) või läbipaistmatu ja valge (osakeste suurus kuni paar mikromeetrit), sõltuvalt kristallide struktuurist ja osakeste suurusest. Selle monomeer bis (2-hüdroksüetüül) tereftalaat saab sünteesida esterdamine reaktsioon vahel tereftaalhape ja etüleenglükool veega kui kõrvalsaadusega või ümberesterdamine reaktsioon vahel etüleenglükool ja dimetüültereftalaat koos metanooli kui kõrvalsaadus. Polümerisatsioon toimub läbi polükondensatsioon monomeeride reaktsioon (toimub kohe pärast esterdamist / ümberesterdamist) kõrvalsaadusena veega.
| nimed | |
|---|---|
| IUPACi nimi
Polü (etüülbenseen-1,4-dikarboksülaat)
|
|
| Identifikaatorid | |
| 25038-59-9 |
|
| Lühendid | PET, PETE |
| Kinnisvara | |
| (C10H8O4)n | |
| Molaarmass | muutuja |
| Tihedus | 1.38 g / cm3 (20 ° C), amorfset: 1.370 g / cm3, ühekristall: 1.455 g / cm3 |
| Sulamispunkt | > 250 ° C, 260 ° C |
| Keemispunkt | > 350 ° C (laguneb) |
| praktiliselt lahustumatu | |
| Soojusjuhtivus | 0.15 kuni 0.24 W m-1 K-1 |
|
Murdumisnäitaja(nD)
|
1.57–1.58, 1.5750 |
| Termokeemia | |
| 1.0 kJ / (kg · K) | |
| Seotud ühendid | |
|
seotud Monomeerid
|
Tereftaalhape Etüleenglükool |
|
Kui pole märgitud teisiti, esitatakse andmed nende materjalide kohta standardseisund (temperatuuril 25 ° C [77 ° F], 100 kPa).
|
|
sa kasutad
Kuna PET on suurepärane vee- ja niiskustõkestav materjal, kasutatakse PET-ist valmistatud plastpudeleid laialdaselt karastusjookide valmistamiseks (vt gaseerimine). Teatud spetsiaalsete pudelite jaoks, näiteks sellisteks, mis on ette nähtud õlle hoidmiseks, lihvib PET täiendava polüvinüülalkoholi (PVOH) kihi, et veelgi vähendada selle hapniku läbilaskvust.
Biaksiaalselt orienteeritud PET filmi (sageli tuntud ühe kaubanime "Mylar" nime all) saab aluminiseerida, aurustades sellele õhukese metallkile, et vähendada selle läbilaskvust ning muuta see peegeldavaks ja läbipaistmatuks (MPET). Need omadused on kasulikud paljudes rakendustes, sealhulgas elastses toidus pakendamine ja soojusisolatsioon. Vaata: “ruumi tekid“. Suure mehaanilise tugevuse tõttu kasutatakse PET-kile sageli lintrakendustes, näiteks magnetlindi kandur või rõhutundlike kleeplintide alus.
Suundumata PET leht võib olla termovormitud valmistada pakendialuseid ja blisterpakendeid. Kui kasutatakse kristalliseeritavat PET-i, saab plaate kasutada külmutatud õhtusöökide jaoks, kuna need peavad vastu nii külmumise kui ka ahjus küpsetamise temperatuuridele. Erinevalt amorfsest PET-ist, mis on läbipaistev, kipub kristalliseeruv PET või CPET olema musta värvi.
Klaasosakeste või kiududega täites muutub see märkimisväärselt jäigemaks ja vastupidavamaks.
PET-i kasutatakse ka õhukese kilega päikeseelementide substraadina.
Terüleen on ka kellatorni ülaosadeks, mis aitab vältida köite kulumist, kui need läbivad lae.
ajalugu
PET-i patenteerisid 1941. aastal John Rex Whinfield, James Tennant Dickson ja nende tööandja Manchesteri Calico Printers Association Inglismaal. USAs Delaware'is tegutsev EI DuPont de Nemours kasutas esmakordselt kaubamärki Mylar 1951. aasta juunis ja registreeris selle 1952. aastal. See on endiselt kõige tuntum nimi, mida kasutatakse polüesterfilmi jaoks. Kaubamärgi praegune omanik on DuPont Teijin Films US, partnerlus Jaapani ettevõttega.
Nõukogude Liidus valmistati PET 1949. aastal esmakordselt NSVL Teaduste Akadeemia kõrgmolekulaarsete ühendite instituudi laborites ja selle nimi “Lavsan” on selle akronüüm (laборатории Института высокомолекулярных соединений Академии наук СССР).
PET-pudel patenteeriti 1973. aastal Nathaniel Wyeth poolt.
Füüsikalised omadused
PET oma loomulikus olekus on värvitu poolkristalne vaik. Selle töötlemisviisi põhjal võib PET olla pooljäik kuni jäik ja see on väga kerge. See teeb hea gaasi- ja õiglase niiskustõkke, samuti hea tõkke alkoholile (vajab täiendavat barjääriravi) ja lahusteid. See on tugev ja löögikindel. PET muutub kloroformiga ja ka teatud muude kemikaalide, näiteks tolueeniga kokkupuutel valgeks.
Ligikaudu 60% kristalliseerumine on kaubanduslike toodete, välja arvatud polüesterkiudude, ülemine piir. Selgeid tooteid saab toota sulapolümeeri kiire jahutamisega temperatuuril alla Tg klaasistumistemperatuurist amorfse tahke aine moodustamiseks. Sarnaselt klaasiga moodustub amorfne PET siis, kui selle molekulidele ei anta piisavalt aega, et nad saaksid sulama jahtudes end korrapäraselt kristalliliselt paigutada. Toatemperatuuril on molekulid oma kohale külmunud, kuid kui T-tasemest kuumutades pannakse neisse tagasi piisavalt soojusenergiatg, hakkavad nad uuesti liikuma, võimaldades kristallidel moodustuda ja kasvada. Seda protseduuri nimetatakse tahkisekristallimiseks.
Kui sulatatud polümeeril lastakse aeglaselt jahtuda, moodustab see kristalsema materjali. Sellel materjalil on sferuliidid mis sisaldab palju väikseid kristalliidid kui kristallitakse amorfsest tahkisest, selle asemel, et moodustada üks suur üksikkristall. Valgus kipub hajuma, kuna see ületab kristalliitide ja nendevaheliste amorfsete piirkondade piire. See hajumine tähendab, et kristalne PET on enamasti läbipaistmatu ja valge. Kiudude tõmbamine on üks väheseid tööstuslikke protsesse, mis annavad peaaegu ühe kristalliga toote.
Sisemine viskoossus

PETi ühele olulisimale omadusele viidatakse kui sisemine viskoossus (IV).
Materjali sisemine viskoossus, mis leitakse suhtelise viskoossuse nullini ekstrapoleerimise teel kontsentratsioonini, mida mõõdetakse detsiliitrit grammi kohta (dℓ / g). Sisemine viskoossus sõltub selle polümeeriahelate pikkusest, kuid sellel pole ühikuid, kuna seda ekstrapoleeritakse nullini. Mida pikemad on polümeeri ahelad, seda rohkem takerdub ahelate vahele ja seetõttu on suurem viskoossus. Konkreetse vaigupartii keskmist ahela pikkust saab kontrollida ajal polükondensatsioon.
PET sisemise viskoossuse vahemik:
Kiu kvaliteet
- 0.40–0.70 tekstiil
- 0.72–0.98 tehniline, rehvi juhe
Filmiklass
- 0.60-0.70 BoPET (kahesuunaliselt orienteeritud PET-kile)
- 0.70–1.00 Lehe klass termoformimine
Pudeli klass
- 0.70–0.78 veepudelid (lamedad)
- 0.78–0.85 gaseeritud karastusjookide klass
Monofilament, tehisplastist
- 1.00-2.00
Kuivatamine
PET on hügroskoopne, mis tähendab, et see imab vett oma ümbrusest. Kui aga seda “niisket” PET-i kuumutatakse, tuleb vesi hüdrolüüsib PET, vähendades selle vastupidavust. Seega, enne kui vaiku saab vormimismasinas töödelda, tuleb see kuivatada. Kuivatamine saavutatakse kasutades a kuivatusaine või kuivatid enne, kui PET juhitakse töötlemisseadmesse.
Kuivati sees pumbatakse vaiku sisaldava punkri põhja kuuma kuiva õhku, nii et see voolab läbi pelletite, eemaldades teel niiskuse. Kuum märg õhk väljub punkri ülaosast ja lastakse kõigepealt läbi jahuti, kuna külma õhu niiskust on lihtsam eemaldada kui kuuma õhku. Saadud jahe märg õhk lastakse seejärel läbi kuivatusvoodi. Lõpuks kuumutusainekihist väljuv jahe kuiv õhk soojendatakse protsessiküttes uuesti ja suunatakse samade protsesside kaudu suletud ahelaga tagasi. Tavaliselt peab vaigu jääkniiskuse tase enne töötlemist olema väiksem kui 50 osa miljoni kohta (vee osa miljoni vaigu massiosa kohta). Kuivati viibimisaeg ei tohiks olla lühem kui umbes neli tundi. Seda seetõttu, et materjali kuivatamine vähem kui 4 tunniga eeldaks temperatuuri üle 160 ° C, sellel tasemel hüdrolüüs hakkaks pelletite seest enne nende kuivamist saama.
PET-i saab kuivatada ka suruõhuvaigukuivatites. Suruõhukuivatid ei kasuta kuivatavat õhku uuesti. Kuiv, kuumutatud suruõhk tsirkuleeritakse PET-graanulite kaudu kuivatusaines kuivatis ja lastakse seejärel atmosfääri.
Kopolümeerid
Lisaks puhtale (homopolümeer) PET, PET muudetud kopolümerisatsioon on saadaval ka.
Mõnel juhul on kopolümeeri modifitseeritud omadused konkreetse rakenduse jaoks soovitavamad. Näiteks, tsükloheksaan-dimetanool (CHDM) võib polümeeri karkassile lisada etüleenglükool. Kuna see ehitusplokk on palju suurem (6 täiendavat süsinikuaatomit) kui etüleenglükooli üksus, mille see asendab, ei sobi see naaberahelatega nagu etüleenglükooli üksus. See häirib kristalliseerumist ja alandab polümeeri sulamistemperatuuri. Üldiselt on selline PET tuntud kui PETG või PET-G (polüetüleentereftalaatglükooliga modifitseeritud; Eastman Chemical, SK Chemicals ja Artenius Italia on mõned PETG tootjad). PETG on selge amorfne termoplast, mida saab vormida survevormiga või pressida lehte. Töötlemise ajal saab seda värvida.
Teine levinud modifikaator on isoftaalhape, asendades mõned 1,4- (jaoks-) lingitud tereftalaat ühikut. 1,2- (orto-) või 1,3- (meta-) aheldamine tekitab ahelas nurga, mis häirib ka kristallilisust.
Sellised kopolümeerid on kasulikud teatud vormimisrakenduste jaoks, näiteks termoformimine, mida kasutatakse näiteks kandikute või mullpakendite valmistamiseks co-PET-kilest või amorfsest PET-lehest (A-PET) või PETG-lehest. Teisest küljest on kristalliseerumine oluline muudes rakendustes, näiteks turvavöödes, kus on oluline mehaaniline ja mõõtmete stabiilsus. PET-pudelite puhul väikestes kogustes isoftaalhappe (CHDM) kasutamine dietüleenglükool (DEG) või muud komonomeerid võivad olla kasulikud: kui kasutatakse ainult väikestes kogustes komonomeere, aeglustub kristallumine, kuid seda ei saa täielikult takistada. Selle tulemusel on pudeleid võimalik saada kaudu veniv puhumisvormimine („SBM”), mis on nii selged kui ka piisavalt kristallilised, et olla piisavaks takistuseks aroomidele ja isegi gaasidele, näiteks gaseeritud jookides sisalduvale süsinikdioksiidile.
Produktsioon

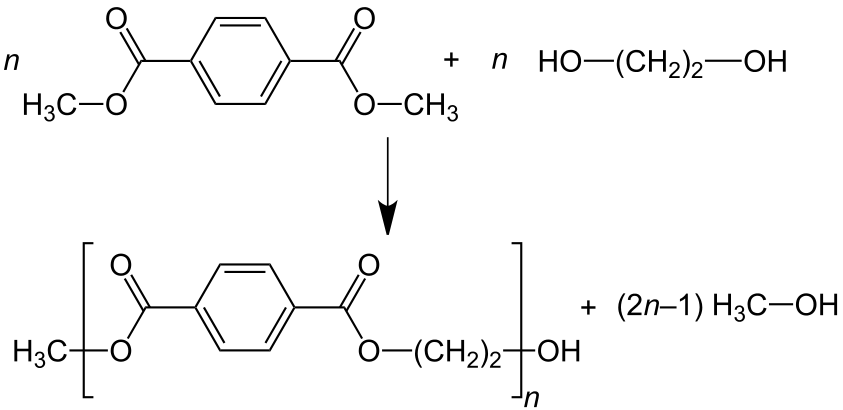
Polüetüleentereftalaat toodetakse etüleenglükool ja dimetüültereftalaat (C6H4(CO2CH3)2) Või tereftaalhape.
Endine on a ümberesterdamine reaktsioon, samas kui viimane on esterdamine reaktsioon.
Dimetüültereftalaatprotsess
In dimetüültereftalaat Selle ühendi ja etüleenglükooli liiaga reageeritakse sulamis temperatuuril 150–200 ° C a aluseline katalüsaator. Metanool (CH3OH) eemaldatakse reaktsiooni edasiviimiseks destilleerimisega. Liigne etüleenglükool destilleeritakse vaakumi abil kõrgemal temperatuuril. Teine üleesterdamisetapp jätkub temperatuuril 270–280 ° C, pidevalt destilleerides ka etüleenglükooli.
Reaktsioonid idealiseeritakse järgmiselt:
- Esimene samm
- C6H4(CO2CH3)2 + 2 TUND2CH2OH → C6H4(CO2CH2CH2oh)2 + 2 CH3OH
- Teine samm
- n C6H4(CO2CH2CH2oh)2 → [(CO) C6H4(CO2CH2CH2O)]n + n HO2CH2OH
Tereftaalhappe protsess
aasta tereftaalhape etüleenglükooli ja tereftaalhappe esterdamine toimub mõõduka rõhu (2.7–5.5 bar) ja kõrge temperatuuri (220–260 ° C) korral. Vesi elimineeritakse reaktsioonis ja see eemaldatakse pidevalt ka destilleerimise teel:
- n C6H4(CO2H)2 + n HO2CH2OH → [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O
degradeerumine
Töötlemise käigus toimub PET lagundamine erinevat tüüpi. Peamised toimivad lagunemised on hüdrolüütiline ja tõenäoliselt kõige olulisem termiline oksüdatsioon. Kui PET laguneb, juhtub mitmeid asju: värvimuutus, ahel käärid mille tulemusena väheneb molekulmass, moodustub atsetaldehüüdja ristsidemeid (“Geeli” või “kalasilma” moodustis). Värvimuutus on tingitud erinevate kromofoorsete süsteemide tekkimisest pärast pikaajalist kuumtöötlemist kõrgendatud temperatuuridel. Sellest saab probleem, kui polümeeri optilised nõuded on väga suured, näiteks pakendirakendustes. Termilise ja termooksüdatiivse lagunemise tulemuseks on materjali halvad töödeldavusomadused ja jõudlus.
Üks viis selle leevendamiseks on kasutada a kopolümeer. Komonomeerid nagu CHDM või isoftaalhape alandage sulamistemperatuuri ja vähendage PET kristallilisuse astet (eriti oluline, kui materjali kasutatakse pudelite valmistamiseks). Seega saab vaiku plastiliselt moodustada madalamatel temperatuuridel ja / või väiksema jõuga. See aitab vältida lagunemist, vähendades valmistoote atseetaldehüüdi sisaldust vastuvõetavale (st märkamatule) tasemele. Vaata kopolümeerid, ülal. Teine viis polümeeri stabiilsuse parandamiseks on kasutada stabilisaatoreid, peamiselt antioksüdante nagu fosfitid. Viimasel ajal on kaalutud ka materjali molekulaarse taseme stabiliseerimist nanostruktureeritud kemikaalide abil.
Atsetaldehüüd
Atsetaldehüüd on värvitu, lenduv aine, millel on puuviljalõhn. Kuigi see moodustub mõnes puuviljas loomulikult, võib see pudelivees põhjustada kõrvalmaitset. Atsetaldehüüd tekib PET-i lagundamisel materjali valesti käsitsemisel. Kõrged temperatuurid (PET laguneb üle 300 ° C või 570 ° F), kõrged rõhud, ekstruuderi kiirused (liigne nihkevool tõstab temperatuuri) ja pikad tünnide viibeajad aitavad kõik kaasa atsetaldehüüdi tootmisele. Atsetaldehüüdi tootmisel jääb osa sellest anuma seintes lahustunuks ja seejärel hajub seestpoolt säilitatava toote sisse, muutes maitset ja aroomi. See pole nii tarbekaupade (nt šampoon), puuviljamahlade (mis juba sisaldavad atseetaldehüüdi) kui ka tugevamaitseliste jookide, näiteks karastusjookide puhul, selline probleem. Pudelivee jaoks on aga madal atseetaldehüüdi sisaldus üsna oluline, sest kui miski ei maskeeri aroomi, võivad isegi väga madalad atseetaldehüüdi kontsentratsioonid (10–20 osa miljardit vees) põhjustada kõrvalmaitset.
Antimon
Antimon (Sb) on metalloidne element, mida kasutatakse katalüsaatorina selliste ühendite kujul nagu antimontrioksiid (Sb2O3) või antimon-triatsetaat PET-i tootmisel. Pärast valmistamist võib toote pinnalt leida tuvastatava koguse antimonit. Selle jäägi saab pesemisega eemaldada. Antimon jääb ka materjali enda sisse ja võib seetõttu välja liikuda toidu ja joogi sisse. PET-i keetmine või mikrolainetega kokkupuutumine võib suurendada antimoni taset, mis võib olla üle USEPA maksimaalse saastatuse taseme. WHO hinnangul on joogivee piirmäär 20 osa miljardi kohta (WHO, 2003) ja USA joogivee piirnorm 6 miljardit osa. Kuigi antimonitrioksiid on suu kaudu manustatuna madala toksilisusega, on selle olemasolu endiselt murettekitav. Šveitslased Föderaalne rahvatervise amet uuris antimonimigratsiooni hulka, võrreldes PET-i ja klaasi villitud vett: PET-pudelites oli vee antimoni kontsentratsioon kõrgem, kuid siiski tunduvalt alla lubatud maksimaalse kontsentratsiooni. Šveitsi föderaalne rahvatervise büroo jõudis järeldusele, et PET-st migreerub pudelivette väikestes kogustes antimoni, kuid sellest tuleneva madala kontsentratsiooni terviserisk on tühine (1%talutav päevane tarbimine”Määratud WHO). Hilisemas (2006), kuid laiemalt avalikustatud uuringus leiti PET-pudelites vees sarnane kogus antimoni. WHO on avaldanud antimoni riskianalüüsi joogivees.
Suurbritannias PET-is toodetud ja villitud puuviljamahla kontsentraadid (mille kohta juhiseid ei ole kehtestatud) sisaldasid kuni 44.7 µg / l antimonit, mis ületab tunduvalt ELi piirnorme. kraanivesi 5 ug / l.
Biodegradatsioon
Nokardia võib lagundada PET esteraasi ensüümiga.
Jaapani teadlased on bakterit isoleerinud Ideonella sakaiensis millel on kaks ensüümi, mis võivad PET-i lagundada väiksemateks tükkideks, mida bakter suudab seedida. Koloonia I. sakaiensis suudab plastkile laguneda umbes kuue nädala jooksul.
ohutus
Kommentaar avaldatud Environmental Health Perspectives esitas 2010. aasta aprillis ettepaneku, et PET võib anda tulu sisesekretsioonisüsteemi kahjustavate üldkasutatavates tingimustes ja soovitatud uurimistööd sellel teemal. Kavandatavad mehhanismid hõlmavad: ftalaadid samuti leostumine antimoni. Artikkel avaldatud Keskkonnaseire ajakiri aprillis 2012 järeldab, et antimoni kontsentratsioon Bulgaarias deioniseeritud vesi PET-pudelites säilitatuna jääb see EL-i vastuvõetavasse piiresse isegi siis, kui seda hoitakse lühiajaliselt temperatuuril kuni 60 ° C (140 ° F), samas kui villitud sisu (vesi või karastusjoogid) võib aeg-ajalt ületada EL-i piirmäära pärast vähem kui aastast toas hoidmist temperatuur.
Pudeli töötlemise seadmed

PET-pudelite vormimiseks on kaks peamist meetodit: üheastmeline ja kaheastmeline. Kaheetapilisel vormimisel kasutatakse kahte eraldi masinat. Esimene masinasüstimine vormib katseklaasi meenutava tooriku, kusjuures pudelikorgi niidid on juba kohale kinnitatud. Toru korpus on märkimisväärselt paksem, kuna see pumbatakse kasutades oma teises etapis oma lõplikku kuju veniv puhumisvormimine.
Teises etapis kuumutatakse toorikuid kiiresti ja seejärel pumbatakse need kaheosalise vormi külge, et saada need pudeli lõplikuks kujuks. Toorikuid (täitmata pudeleid) kasutatakse nüüd ka ise vastupidavate ja ainulaadsete konteineritena; Lisaks kommidele levitavad mõned Punase Risti peatükid neid eluprogrammi osana majaomanikele, et säilitada hädaolukordadele reageerijate haiguslugu. Teine toorikute üha levinum kasutusviis on konteinerid geopeituse välitingimustes.
Üheastmeliste masinate puhul toimub kogu protsess alates toorainest kuni valmismahutini ühe masina sees, muutes selle eriti sobivaks mittestandardsete vormide vormimiseks (eritellimusel vormimine), sealhulgas purgid, lamedad ovaalsed, kolbikujulised vormid jne. Selle suurim eelis on ruumi, toote käitlemise ja energia vähendamine ning palju kõrgem visuaalne kvaliteet, kui kaheetapilise süsteemi abil on võimalik saavutada.
Polüestri ümbertöötlemistööstus
2016. aastal toodeti hinnanguliselt 56 miljonit tonni PET-i igal aastal.
Ehkki enamikku termoplastidest saab põhimõtteliselt taaskasutada, PET-pudelite ringlussevõtt on vaigu kõrge väärtuse ja PETi peaaegu ainuisikulise kasutamise tõttu laialdaselt kasutatava vee ja gaseeritud karastusjookide villimisel vooderdamisel praktilisem kui paljud muud plastist rakendused. PET-il on a vaigu identifitseerimiskood kohta 1. Ringlussevõetud PET-i peamised kasutusalad on polüester kiud, rihmad ja toiduks mittekasutatavad mahutid.
PETi ringlussevõetavuse ja PETi suhtelise arvukuse tõttu tarbimisjärgsed jäätmed pudelite kujul on PET võitmas kiiresti vaibakiudu. Mohawk Industries vabastati everSTRAND 1999. aastal, 100% -line taaskasutatud PET-kiu sisaldus pärast tarbimist. Sellest ajast alates on vaibakiuks ringlusse võetud üle 17 miljardi pudeli. Pharr Yarns, tarnija arvukatele vaibatootjatele, sealhulgas Looptex, Dobbs Mills ja Berkshire Flooring, toodab BCF-i (lahtist pidevat filamenti) PET-vaipkiudu, mis sisaldab vähemalt 25% tarbijale järgnevat ringlussevõetud materjali.
Nagu paljud plastmaterjalid, on ka PET soojuse hävitamiseks suurepärane kandidaat (põletamine), kuna see koosneb süsinikust, vesinikust ja hapnikust ning sisaldab vaid väheses koguses katalüsaatorielemente (kuid mitte väävlit). PET sisaldab pehmete kivisöe energiasisaldust.
Polüetüleentereftalaadi või PET või polüestri ringlussevõtul tuleb üldiselt eristada kahte viisi:
- Puhastati keemiline ringlussevõtt tagasi lähtematerjalideks tereftaalhape (PTA) või dimetüültereftalaat (DMT) ja etüleenglükool (EG), kus polümeeri struktuur hävib täielikult, või protsessi vaheühenditeks nagu bis (2-hüdroksüetüül) tereftalaat
- Mehaaniline ringlussevõtt, kus säilitatakse või taastatakse polümeeri algsed omadused.
PET-i keemiline ringlussevõtt muutub kuluefektiivseks ainult suure võimsusega ringlussevõtuliinide kasutamisel üle 50,000 2000 tonni aastas. Selliseid liine võis näha vaid väga suurte polüestritootjate tootmiskohtades, kui üldse. Varem on tehtud mitmeid tööstusliku ulatusega katseid selliste keemiliste jäätmete ringlussevõtu tehaste rajamiseks, kuid see pole olnud edukas. Isegi paljutõotav keemiline ringlussevõtt Jaapanis pole seni muutunud tööstuslikuks läbimurreks. Sellel on kaks põhjust: esiteks raskused järjepidevate ja pidevate jäätmepudelite hankimisel nii suures koguses ühest kohast ning teiseks kogutud pudelite hinnad ja hindade kõikumine. Näiteks pallitud pudelite hinnad tõusid aastatel 2008–50 umbes 500 eurolt tonni kohta üle 2008 euroni tonni XNUMX. aastal.
Polümeerses olekus PET-i mehaanilist ringlussevõttu või otsest ringlust kasutatakse tänapäeval kõige erinevamates variantides. Seda tüüpi protsessid on tüüpilised väikese ja keskmise suurusega tööstusele. Tasuvust saab juba saavutada tehaste võimsusega vahemikus 5000–20,000 XNUMX tonni aastas. Sel juhul on tänapäeval võimalik ringlusse saada peaaegu igasuguseid ringlussevõetud materjalide tagasisidet. Neid erinevaid ringlussevõtu protsesse arutatakse edaspidi üksikasjalikult.
Lisaks keemilistele saasteainetele ja lagunemine Esmasel töötlemisel ja kasutamisel tekkinud tooted, mehaanilised lisandid moodustavad ringlussevõtu voolu peamise osa kvaliteedi amortiseeruvatest lisanditest. Ringlussevõetud materjale võetakse järjest enam kasutusele tootmisprotsessides, mis olid algselt mõeldud ainult uute materjalide jaoks. Seetõttu on kvaliteetse ümbertöödeldud polüestri jaoks kõige olulisemad tõhusad sorteerimis-, eraldus- ja puhastusprotsessid.
Polüestri ringlussevõtu tööstusest rääkides keskendume peamiselt PET-pudelite ringlussevõtule, mida vahepeal kasutatakse igasuguste vedelate pakendite jaoks, näiteks vesi, gaseeritud karastusjoogid, mahlad, õlu, kastmed, pesemisvahendid, kodukeemia ja nii edasi. Pudelid on kuju ja konsistentsi tõttu hõlpsasti eristatavad ning plastijäätmetest eraldatud kas automaatse või käsitsi sortimise teel. Väljakujunenud polüestri ringlussevõtu tööstus koosneb kolmest põhiosast:
- PET-pudelite kogumine ja jäätmete eraldamine: jäätmelogistika
- Puhtate pudelihelveste tootmine: helveste tootmine
- PET-helveste muundamine lõpptoodeteks: helveste töötlemine
Esimesest sektsioonist saadud vahesaadus on pallitud pudelijäätmed, mille PET-sisaldus on üle 90%. Kõige tavalisem kauplemisvorm on pall, kuid ka tellised või isegi lahtised, eelnevalt tükeldatud pudelid on turul tavalised. Teises osas muundatakse kogutud pudelid puhasteks PET-pudelite helvesteks. See samm võib olla enam-vähem keeruline ja keeruline, sõltuvalt nõutavast lõplikust helveste kvaliteedist. Kolmandas etapis töödeldakse PET-pudelihelbeid igasugusteks toodeteks nagu kile, pudelid, kiud, niidid, rihmad või vahesaadused, näiteks graanulid edasiseks töötlemiseks ja plastide inseneritöötlemiseks.
Lisaks sellele välisele (tarbimisjärgsele) polüesterpudelite ringlussevõtule eksisteerib palju sisemisi (tarbijale eelnevaid) ringlussevõtu protsesse, kus raisatud polümeermaterjal ei välju tootmiskohast vabaturule ja selle asemel kasutatakse seda samas tootmisahelas. Sel viisil kasutatakse kiujäätmeid otse kiu tootmiseks, toorikujäätmeid taaskasutatakse otse toorikute tootmiseks ja kilejäätmeid taaskasutatakse otse kile tootmiseks.
PET-pudelite ringlussevõtt
Puhastamine ja saastusest puhastamine
Mis tahes ringlussevõtu kontseptsiooni edu peitub puhastamise ja saastusest puhastamise tõhususes töötlemise ajal õiges kohas ja vajalikus või soovitud mahus.
Üldiselt kehtib järgmine: mida varem protsessis võõrad ained eemaldatakse ja mida põhjalikumalt seda tehakse, seda tõhusam on protsess.
Kõrge Plastifikaator PET-i temperatuur vahemikus 280 ° C (536 ° F) on põhjus, miks peaaegu kõik tavalised orgaanilised lisandid nagu PVC, PLAAN, polüolefiin, keemiline puidumass ja paberikiud, polüvinüülatsetaat, sulaliim, värvained, suhkur ja valk jäägid muundatakse värvilisteks laguproduktideks, mis omakorda võivad vabastada lisaks reaktiivseid laguprodukte. Seejärel suureneb polümeerahela defektide arv märkimisväärselt. Lisandite osakeste suurusjaotus on väga lai, 60–1000 µm suurused osakesed - mis on palja silmaga nähtavad ja kergesti filtreeritavad - esindavad väiksemat kurjust, kuna nende kogupind on suhteliselt väike ja lagunemiskiirus seetõttu madalam. Mikroskoopiliste osakeste mõju, kuna neid on palju, suurendavad polümeeri defektide esinemissagedust, on suhteliselt suurem.
Devot “Mida silm ei näe, süda ei saa kurvastada” peetakse paljudes taaskasutusprotsessides väga oluliseks. Seetõttu mängib sel juhul lisaks tõhusale sorteerimisele erilist rolli nähtavate lisandite osakeste eemaldamine sulafiltreerimisprotsesside abil.
Üldiselt võib öelda, et kogutud pudelitest PET-pudelihelveste valmistamise protsessid on sama mitmekülgsed, kuna erinevad jäätmevood on oma koostise ja kvaliteediga erinevad. Tehnikat silmas pidades pole selleks mitte ainult ühte viisi. Vahepeal on palju insenerifirmasid, kes pakuvad helveste tootmise tehaseid ja komponente ning ühe või teise tehase kujunduse üle on raske otsustada. Sellegipoolest on protsesse, mis jagavad enamikku neist põhimõtetest. Sõltuvalt sisendmaterjali koostisest ja lisandi tasemest rakendatakse järgmisi üldisi protsessietappe.
- Palli avamine, briketi avamine
- Erinevate värvide, eriti polümeeride, eriti PVC, võõrkehade sortimine ja valik, kile, paberi, klaasi, liiva, pinnase, kivide ja metallide eemaldamine
- Eelpesu ilma tükeldamiseta
- Jäme lõikamine kuivaks või kombineerituna eelpesuga
- Kivide, klaasi ja metalli eemaldamine
- Õhu sõelumine kile, paberi ja siltide eemaldamiseks
- Lihvimine, kuiv ja / või märg
- Madala tihedusega polümeeride (tasside) eemaldamine tiheduse erinevuste abil
- Kuumapesu
- Soodne pesemine ja pinna söövitamine, säilitades sisemise viskoossuse ja saastest puhastamise
- Loputamine
- Puhta vee loputamine
- Kuivatamine
- Helveste õhus sõelumine
- Automaatne helveste sortimine
- Veeringlus ja veepuhastustehnoloogia
- Helveste kvaliteedikontroll



Lisandid ja materiaalsed vead
Polümeermaterjalidesse kogunevate võimalike lisandite ja materjalidefektide arv suureneb pidevalt - nii töötlemisel kui ka polümeeride kasutamisel -, võttes arvesse kasvavat kasutusiga, kasvavaid lõpprakendusi ja korduvat ringlussevõttu. Ringlussevõetud PET-pudelite osas saab nimetatud vead jagada järgmistesse rühmadesse:
- Reaktiivsed polüestri OH- või COOH-otsa rühmad muundatakse surnud või mittereaktiivseteks rühmadeks, nt vinüülestri lõpp-rühmade moodustamine tereftalaathappe dehüdratsiooni või dekarboksüülimise teel, OH- või COOH-otsa rühmade reageerimine monofunktsionaalse lagunemisega sellised tooted nagu mono-süsihapped või alkoholid. Tulemuseks on vähenenud reaktsioonivõime repolükondensatsiooni või re-SSP ajal ning molekulmassi jaotuse laiendamine.
- Lõpprühma osa liigub termilise ja oksüdatiivse lagunemise kaudu üles ehitatud COOH-lõpp-rühmade suunas. Tulemuseks on reaktsioonivõime vähenemine ja happe autokatalüütilise lagunemise suurenemine termilise töötlemise ajal niiskuse olemasolul.
- Polüfunktsionaalsete makromolekulide arv suureneb. Geelide ja pika ahela hargnemisdefektide kogunemine.
- Polümeerideta identsete orgaaniliste ja anorgaaniliste võõrkehade arv, kontsentratsioon ja mitmekesisus suurenevad. Iga uue termilise stressi korral reageerivad orgaanilised võõrkehad lagunemisel. See põhjustab täiendavate lagunemist toetavate ainete ja värvainete vabanemist.
- Polüestrist valmistatud toodete pinnale kogunevad õhu (hapniku) ja õhuniiskuse olemasolul hüdroksiidi- ja peroksiidrühmad. Seda protsessi kiirendab ultraviolettvalgus. Hilise töötlemisprotsessi käigus on vesinikperoksiidid hapnikuradikaalide allikaks, mis on oksüdatiivse lagunemise allikas. Hüdroperoksiidide hävitamine peab toimuma enne esimest termotöötlust või plastifikatsiooni ajal ning seda saab toetada sobivate lisaainetega, näiteks antioksüdantidega.
Võttes arvesse ülalnimetatud keemilisi defekte ja lisandeid, muudetakse iga ringlussevõtu tsükli käigus pidevalt järgmisi polümeeri omadusi, mis on tuvastatavad keemilise ja füüsikalise laboratoorse analüüsi abil.
Eelkõige:
- COOH lõpp-rühmade arvu suurenemine
- Värvinumbri suurenemine b
- Ähmasuse suurenemine (läbipaistvad tooted)
- Oligomeeri sisalduse suurenemine
- Filtritavuse vähenemine
- Kõrvalsaaduste (nt atseetaldehüüd, formaldehüüd) sisalduse suurenemine
- Kaevandatavate välismaiste saasteainete arvu suurenemine
- Värvuse L langus
- Langus sisemine viskoossus või dünaamiline viskoossus
- Kristallumistemperatuuri langus ja kristallisatsiooni kiiruse suurenemine
- Mehaaniliste omaduste, näiteks tõmbetugevuse, venivuse või purunemiskindluse vähenemine elastsusmoodul
- Molekulmassi jaotuse laiendamine
PET-pudelite ringlussevõtt on vahepeal tööstusstandardi protsess, mida pakuvad väga paljud inseneriettevõtted.
Töödeldud näited taaskasutatud polüestrist
Polüesteriga ringlussevõtu protsessid on peaaegu sama erinevad kui esmaste pelletite või sulatiste baasil valmistatud tootmisprotsessid. Sõltuvalt ringlussevõetud materjalide puhtusest saab polüestrit tänapäeval enamikus polüestri tootmisprotsessides kasutada neitsi polümeeriga seguna või üha enam 100% ringlussevõetud polümeerina. Mõned erandid, nagu madala paksusega BOPET-kile, spetsiaalsed rakendused, näiteks optiline kile või FDY-ketramise teel toimuvad lõngad kiirusega> 6000 m / min, mikrokiud ja mikrokiud toodetakse ainult neitsi polüestrist.
Pudelihelveste lihtne uuesti granuleerimine
See protsess seisneb pudelijäätmete muutmisel helvesteks, helveste kuivatamisel ja kristallimisel, plastifitseerimisel ja filtreerimisel ning ka granuleerimisel. Toode on amorfne re-granulaat, mille sisemine viskoossus on vahemikus 0.55–0.7 dℓ / g, sõltuvalt sellest, kuidas on tehtud PET-helveste täielik eelkuivatamine.
Eripäraks on: atsetaldehüüd ja oligomeerid sisalduvad graanulites madalamal tasemel; viskoossus väheneb kuidagi, graanulid on amorfsed ning enne edasist töötlemist tuleb need kristalliseerida ja kuivatada.
Töödeldakse:
- A-PET-kile termoformimine
- Täiendus PET-i neitsi tootmisele
- BoPET pakkekile
- PET-pudel vaik SSP poolt
- Vaiba lõng
- Tehnika plastik
- Filamendid
- Lausriie
- Pakendiriibud
- Klambrikiu.
Ümberteraldamise viisi valimine tähendab täiendava muundamisprotsessi olemasolu, mis on ühelt poolt energiamahukas ja kulukas ning põhjustab termilise hävimise. Teisel pool on granuleerimisetapil järgmised eelised:
- Intensiivne sulafiltreerimine
- Vahepealne kvaliteedikontroll
- Modifitseerimine lisaainetega
- Tootevalik ja eristamine kvaliteedi järgi
- Töötlemise paindlikkus suurenes
- Kvaliteedi ühtlustamine.
PET-graanulite või helveste tootmine pudelitest (pudelist pudelisse) ja A-PET-ist
See protsess on põhimõtteliselt sarnane ülalkirjeldatuga; toodetud graanulid kristallitakse aga otseselt (pidevalt või katkematult) ja seejärel allutatakse tahkes olekus polükondensatsioonile (SSP) kuivati või vertikaalse toruga reaktoris. Selle töötlemisetapi käigus taastatakse vastav sisemine viskoossus 0.80–0.085 dℓ / g uuesti ja samal ajal vähendatakse atsetaldehüüdi sisaldust <1 ppm.
Fakt, et mõned masinate tootjad ja liiniehitajad Euroopas ja USA-s teevad jõupingutusi sõltumatute ringlussevõtuprotsesside pakkumisel, nt nn pudelist pudelini (B-2-B), näiteks BEET, Starlinger, URRC või BÜHLERi eesmärk on üldiselt esitada tõend nõutavate ekstraheerimisjääkide olemasolu ja mudelsaasteainete eemaldamise kohta vastavalt FDA-le, kasutades nn proovikatset, mis on vajalik töödeldud polüestri pealekandmiseks. toidusektor. Lisaks sellele protsessi heakskiitmisele on siiski vajalik, et iga selliste protsesside kasutaja peab pidevalt kontrollima enda toodetud tooraine FDA-piire.
Pudelihelveste otsene muundamine
Kulude kokkuhoiu nimel töötab üha suurem osa polüestri vahetoodete tootjaid, nagu ketramis-, rihmimis- või valatud kilevabrikud, PET-helveste otsesest kasutamisest, alates kasutatud pudelite töötlemisest, et toota polüestri vaheühendite arv. Vajaliku viskoossuse reguleerimiseks on lisaks helveste tõhusale kuivamisele vaja ka viskoossust taastada ka läbi helveste. polükondensatsioon helveste sulamisfaasis või tahkes olekus polükondensatsioonil. Viimastes PET-helveste muundamise protsessides kasutatakse kahe kruviga ekstruudereid, mitme kruviga ekstruudereid või mitme pöördega süsteeme ja juhuslikku vaakumgaaside eemaldamist niiskuse eemaldamiseks ja helbe eelkuivatamise vältimiseks. Need protsessid võimaldavad kuivatamata PET-helveste muundamist ilma hüdrolüüsist põhjustatud olulise viskoossuse languseta.
PET-pudelite helveste tarbimisel muudetakse põhiosa, umbes 70%, kiududeks ja filamentideks. Kui kasutatakse ketramisprotsessis otse sekundaarseid materjale, näiteks pudelihelbeid, on selle saamiseks mõned töötlemispõhimõtted.
POY valmistamiseks kasutatavad kiireketrusprotsessid vajavad tavaliselt viskoossust 0.62–0.64 dℓ / g. Alustades pudelihelvestest, saab viskoossust reguleerida kuivamisastme järgi. TiO täiendav kasutamine2 on vajalik täielikult tuhmi või pooltuima lõnga saamiseks. Spinnerettide kaitsmiseks on igal juhul vajalik sulami tõhus filtreerimine. Praegu on 100% ringlussevõetavast polüestrist valmistatud POY kogus üsna väike, kuna see protsess nõuab ketramissula kõrge puhtusastmega. Enamasti kasutatakse neitsi ja ümbertöödeldud graanulite segu.
Klambrikiud on kedratud sisemise viskoossuse vahemikus, mis on üsna madalam ja peaks olema vahemikus 0.58–0.62 dℓ / g. Ka sel juhul saab vajalikku viskoossust reguleerida kuivamise või vaakumi abil vaakumpressiooni korral. Viskoossuse reguleerimiseks tuleb siiski lisada ahela pikkuse modifikaator nagu etüleenglükool or dietüleenglükool Saab kasutada ka.
Keermestatud lausriidest - nii peene tiitri väljal tekstiiltoodete valmistamiseks kui ka tugevat ketramist mittekootud põhimaterjalidena, näiteks katusekatete jaoks või teedeehituses - saab valmistada pudelihelveste ketramise teel. Ketrusviskoossus on jälle vahemikus 0.58–0.65 dℓ / g.
Taaskasutatavate materjalide kasutamisel on kasvav huvi üks valdkond ülitugevate pakendiribade ja monokiudude tootmine. Mõlemal juhul on algne tooraine peamiselt kõrgema viskoossusega ringlussevõetud materjal. Seejärel toodetakse sulatamise ketrusprotsessis nii ülitugevaid pakendiribe kui ka monofilament.
Ringlussevõtt monomeerideks
Polüetüleentereftalaati saab polümeerida, saades koostisosade monomeerid. Pärast puhastamist saab monomeere kasutada uue polüetüleentereftalaadi valmistamiseks. Polüetüleentereftalaadis olevad estersidemed võib lõhustada hüdrolüüsi või ümberesterdamise teel. Reaktsioonid on lihtsalt vastupidised kasutatud reaktsioonidele tootmises.
Osaline glükolüüs
Osaline glükolüüs (etüleenglükooliga ümberesterdamine) muundab jäiga polümeeri lühikese ahelaga oligomeerideks, mida saab madalal temperatuuril sulafiltreerida. Pärast lisanditest vabanemist saab oligomeere suunata tagasi polümerisatsiooni tootmisprotsessi.
See ülesanne seisneb 10–25% pudelihelveste söötmises, säilitades samal ajal liinil toodetavate pudeligraanulite kvaliteedi. See eesmärk saavutatakse PET-pudelite helveste lagundamisega - juba nende esimese plastifikatsiooni ajal, mida saab läbi viia ühe- või mitmekruviselises ekstruuderis - sisemise viskoossusega umbes 0.30 dℓ / g, lisades väikeses koguses etüleenglükooli ja allutades madala viskoossusega sulavoolu efektiivse filtreerimise kohe pärast plastifitseerimist. Lisaks viiakse temperatuur madalaima võimaliku piirini. Lisaks on selle töötlemisviisiga võimalik hüdroperoksiidide keemiline lagunemine, lisades vastava plastifikatsiooni korral vastava P-stabilisaatori. Hüdroperoksiidrühmad hävitatakse koos muude protsessidega juba helbe töötlemise viimases etapis, näiteks H lisades3PO3. Osaliselt glükolüüsitud ja peenfiltreeritud ringlussevõetud materjal juhitakse pidevalt esterdamis- või eelpolükondensatsioonireaktorisse, vastavalt reguleeritakse tooraine annustamiskoguseid.
Totaalne glükolüüs, metanolüüs ja hüdrolüüs
Polüesterjäätmete töötlemine täieliku glükolüüsi teel polüestri täielikuks muundamiseks bis (2-hüdroksüetüül) tereftalaat (C6H4(CO2CH2CH2oh)2). See ühend puhastatakse vaakumdestillatsiooniga ja see on üks polüestri valmistamisel kasutatavaid vaheaineid. Kaasatud reaktsioon on järgmine:
- [(CO) C6H4(CO2CH2CH2O)]n + n HO2CH2OH → n C6H4(CO2CH2CH2oh)2
Seda ringlussevõtu teed on Jaapanis eksperimentaalse tootmisena kasutatud tööstuslikus plaanis.
Sarnaselt täieliku glükolüüsiga muudab metanolüüs polüestri polümeeriks dimetüültereftalaat, mida saab filtreerida ja vaakumdestilleerida:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n CH3OH → n C6H4(CO2CH3)2
Metanolüüsi teostatakse tänapäeval tööstuses ainult harva, kuna dimetüültereftalaadil põhineva polüestri tootmine on tohutult vähenenud ja paljud dimetüültereftalaadi tootjad on kadunud.
Nagu ülalpool, võib polüetüleentereftalaadi hüdrolüüsida tereftaalhappeks ja etüleenglükool kõrgel temperatuuril ja rõhul. Saadud toores tereftaalhapet saab puhastada ümberkristallimine saadakse polümerisatsiooniks sobiv materjal:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O → n C6H4(CO2H)2 + n HO2CH2OH
Tundub, et seda meetodit pole veel turustatud.